

Экструзия ПВХ профиля: технология, правила и этапы
Доля не пластичного поливинилхлорида с повышенной жесткостью, расходуемого на изготовление профильных заготовок, нынче составляет практически пятую часть от общего количества производимого сырья.
Остальной объем направляется на выпуск труб с фитингами, пленок с упаковками, изоляции. Обычно заказать экструзию ПВХ профиля на tisprofile.com/ru/poslugi/ekstruzija-pogonazhnih-virobiv/pvh решают изготовители оконных блоков либо дверных. Материал характеризуется оптимальным соотношением качества к ценнику, если сравнивать с другими разновидностями пластмасс.
Нюансы
Изначально порошкообразное вещество белого цвета не годится для профилированных элементов. В него должны добавляться разнообразные химические соединения ради улучшения конкретных параметров. В первую очередь требуется повысить стойкость внутренней структуры к высокотемпературным режимам, потому что методика предполагает нагрев свыше +127 градусов Цельсия.
Смешение компонентов проводится в три стадии. Вначале разогревается миксер, потом охлаждается, затем смесь отстаивается сутки при температуре меньше +30 градусов. Только после этого технологией допускается непрерывное высыпание подготовленного сырья в экструдер. Спецоборудование разогревает гомогенную массу до заданной вязкости, подает его под напором в головку с отверстием, формирующим необходимый профиль будущего изделия.
Технология
После засыпки готовой смеси в экструдерный цилиндр происходит ее захватывание шнеком, перемещение к нагревательным элементам, где постепенно доводится до +209 градусов.
Сначала осуществляется замешивание, далее плавление, уплотнение с дегазацией, обезвоживанием. Высвобождающийся воздух обязательно удаляется. Перед выходом нагнетается нужное давление.
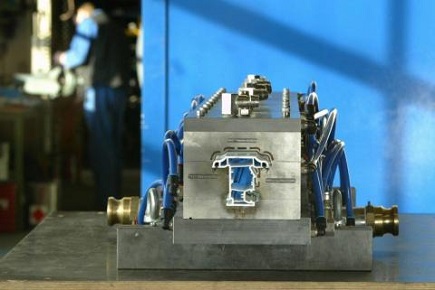
Дальнейшие действия выполняются в приспособлении, в которое помимо фильеры входят еще калибраторы, как сухие, так и влажные. От инструментария зависит силуэт профиля с его качеством. Плоскости получаются качественнее, если соблюден температурный режим.
Калибровка способствует сохранению сформированного сечения во время быстрого охлаждения. В вакуумном калибраторе, охлаждаемом проточной водой, разрежение облегчает притяжение заготовки.
Полноценное снижение температуры достигается во влажной среде. Деталь интенсивно обливается водными потоками. На выходе подключаются холодные воздушные струи. Затем печатающее оборудование с интервалом наносит маркировку, а резак автоматически нарезает.